ساییده شدن فیلامنت (Grinding Filament )
مقدمه:
اگر می خواهید کیفیت قطعات پرینت شده سه بعدی خود را بهبود بخشید ، این راهنما گزینه ی مناسبی برای شروع است. در این متن لیست گسترده ای از رایج ترین موضوعات پرینت سه بعدی به همراه تنظیمات نرم افزاری تهیه شده است که می توانید برای حل مشکلات پرینت از آن استفاده کنید. مهمتر از همه ، این راهنما از مجموعه بزرگی از تصاویر در دنیای واقعی استفاده می کند تا در هنگام بررسی قطعات پرینت سه بعدی شخصی خود ، شناسایی هر کدام آسان شود . در این سری مقالات به ساییده شدن فیلامنت می پردازیم . این مقاله در سایت www.simplify3d.com باعنوان(Grinding Filament ) ساییده شدن فیلامنت منتشر شده است .
Grinding Filament:

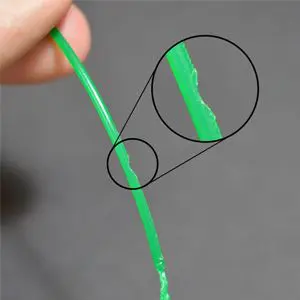
بیشتر پرینتر های سه بعدی از چرخ دنده کوچکی استفاده می کنند که فیلامنت را می گیرد و آن را در برابر بلبرینگ نگه می دارد . چرخ دنده دارای دندانه های تیز است که بسته به این که چرخ دنده چرخیده شود ، می تواند به سطح فیلامنت برخورد کند و به جلو یا عقب هدایت شود . اگر فیلامنت قادر به حرکت نباشد ، اما چرخ دنده در حال چرخش باشد قسمتی از فیلامنت ساییده می شود و فیلامنت قادر به حرکت نخواهد بود . اگر این اتفاق در پرینتر شما رخ دهد ، تعدادی تراشه های فیلامنت را مشاهده خواهید کرد . همچنین ممکن است که موتور اکسترودر در حال چرخش است ، اما فیلامنت به بدنه اکسترودر کشیده نمی شود . در این مقاله به تعدادی راه حل برای این مشکل اشاره شده است.
راه حل های رایج:
1- تنظیمات retraction نامناسب:
یکی از اولین مواردی که باید بررسی کنید تنظیمات retraction برای اکسترودر است . اگر سرعت retraction خیلی سریع باشد ، یا سعی می کنید فیلامنت بیشتری اکسترود کنید ، ممکن است فشارزیادی بر اکسترودر وارد شود . به عنوان یک آزمایش آسان ، می توانید سرعت retraction خود را 50٪ کاهش دهید تا ببینید مشکل از بین رفته است یا خیر. اگر چنین است ، می دانید که تنظیمات retraction شما ممکن است بخشی از مشکل باشد.
2- دمای اکسترودر را افزایش دهید:
اگر همچنان با مشکل ساییده شدن فیلامنت روبرو هستین دمای اکسترودر را 5 تا 10 درجه افزایش دهید تا فیلامنت راحت تر اکسترود شود . می توانید با کلیک بر روی ” Edit Process Settings ” و انتخاب برگه دما ، این کار را انجام دهید . اکسترودر خود را از لیست در سمت چپ انتخاب کرده و سپس بر روی نقطه تنظیم دما که می خواهید تغییر دهید دو بار کلیک کنید. فیلامنت همیشه در دمای بالا آسان تر جریان می یابد ، بنابراین افزایش دما می تواند یک تنظیم بسیار مفید برای این کار باشد.
3- سرعت پرینت زیاد است:
اگر همچنان با ساییده شدن فیلامنت مواجه هستید ، حتی پس از افزایش دما ، کار بعدی که باید انجام دهید کاهش سرعت پرینت است. با انجام این کار ، موتور اکسترودر نیازی به چرخش سریع ندارد ، زیرا این رشته در یک بازه زمانی طولانی تر اکسترود می شود. چرخش کند موتور اکسترودر می تواند به جلوگیری از مشکلات مربوط به ساییده شدن کمک کند .
می توانید با کلیک بر روی ” Edit Process Settings ” و انتخاب برگه سرعت ، این تنظیمات را انجام دهید . ” Default Printing Speed ” را تنظیم کنید ، که سرعت هر حرکتی را که اکسترودر در اکسترود کردن فیلامنت فعال می کند ، کنترل کند . به عنوان مثال ، اگر قبلاً با سرعت 3600 میلی متر در دقیقه (60 میلی متر در ثانیه) در حال پرینت کردن بودید ، سعی کنید آن مقدار را 50٪ کاهش دهید تا ببینید که ساییده شدن فیلامنت از بین می رود یا خیر.
4- بررسی کردن مسدود بودن نازل:
اگر بعد از افزایش دما و کند کردن سرعت پرینت ، هنوز با ساییده شدن فیلامنت مواجه هستید ، احتمالاً نازل مسدود شده است.
مقالات دیگر درباره ی عیب یابی قطعات پرینت سه بعدی :
اکسترود نشدن ماده در ابتدای پرینت
اکسترود زیاد ماده
اکسترود نشدن ماده در حین پرینت
امیدواریم که این مقاله برای شما مفید بوده باشد.










دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.