اینفیل ضعیف (Weak Infill)
مقدمه:
اگر می خواهید کیفیت قطعات پرینت شده سه بعدی خود را بهبود بخشید ، این راهنما گزینه ی مناسبی برای شروع است. در این متن لیست گسترده ای از رایج ترین موضوعات پرینت سه بعدی به همراه تنظیمات نرم افزاری تهیه شده است که می توانید برای حل مشکلات پرینت از آن استفاده کنید. مهمتر از همه ، این راهنما از مجموعه بزرگی از تصاویر در دنیای واقعی استفاده می کند تا در هنگام بررسی قطعات پرینت سه بعدی شخصی خود ، شناسایی هر کدام آسان شود .در این سری مقالات به کیفیت اینفیل قطعه می پردازیم .این مقاله در سایت www.simplify3d.com با عنوان (Weak Infill ) اینفیل ضعیف منتشر شده است .
Weak Infill:

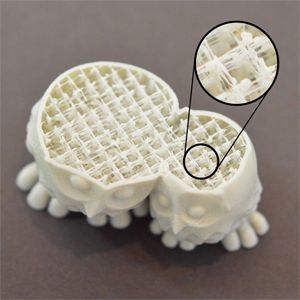
اینفیل در استحکام قطعات پرینتی نقش بسیار مهمی دارد، وظیفه اتصال دیواره های بیرونی قطعه و همچنین برای لایه های بالایی به عنوان support عمل می کند . اگراینفیل ضعیف به نظر می رسد ممکن است نرم افزار شما نیاز به تغییراتی داشته باشد.
راه حل های مشترک:
1- از Infill alternate (اینفیل متناوب) استفاده کنید:
اولین تنظیماتی که باید اعمال کنید الگوی Infill است.
با کلیک بر روی “Edit Process Settings” رفتن به زبانه Infill می توانید این تنظیمات را پیدا کنید.
“Internal Fill Pattern” تعیین می کند که چه الگویی برای Infill قطعه شما استفاده می شود . بعضی از الگو ها استحکام بیشتری نسبت به سایرین دارند . به عنوان مثال , Grid, Triangular, و Solid Honeycombالگوهای قوی هستند . الگو های دیگر مانند Rectilinear و Fast Honeycomb ممکن است استحکام را قربانی سرعت پرینت کنند.
2- سرعت پرینت را کاهش دهید:
Infill معمولا سریع تراز بقیه قسمت ها پرینت می شود . اگر سرعت خیلی بالا باشد اکسترودر قادر به اکسترود کردن نمی باشد و دچار اکسترود کم ماده در Infill می شوید(under-extrusion). اکسترود کم ماده با عث ضعف در قسمت Infill می شود زیرا نازل کم تر از میزان نرم افزار اکسترود می کند . اگر از Infill های مختلف استفاده کردید اما همچنان Infill ضیف بود باید سرعت پرینت را کاهش دهید . برای این روی “Edit Process Settings”کلیک کنید و تب speeds را انتخاب کنید. “Default Printing Speed”سرعت پرینت را تنظیم کنید وبه طور مستقیم سرعتInfill کاهش دهید . به عنوان مثال ، اگر قبلاً با سرعت 3600 میلی متر در دقیقه (60 میلی متر در ثانیه) در حال پرینت بودید ، سعی کنید این مقدار را 50٪ کاهش دهید تا ببینید که آیا Infill قوی تر و محکم تر می شود یا خیر.
3- عرض اکستروژن Infill را افزایش دهید:
یکی دیگر از ویژگی های بسیار مهم در Simplify3D ، امکان تغییر عرض اکستروژن است که برای Infill قطعه شما استفاده می شود . برای مثال می توانید دیواره های خارجی رابا عرض اکستروژن 0.4mm بسیار ظریف پرینت کنید اما Infill را باعرض اکستروژن 0.8 میلی متر .این باعث می شود دیواره های خارجی مستحکم تر پرینت شود . برای این تنظیمات روی “Edit Process Settings”کلیک کرده وبه تب Infill بروید . “Infill Extrusion Width” عرض اکستروژن نرمال را تنظیم کنید . به عنوان مثال ، اگر مقدار 200٪ را وارد کنید ، اکستروژن های متراکم دو برابر ضخامت دیواره های بیرونی خواهد بود . نکته ای که باید هنگام بررسی این تنظیمات به خاطر داشته باشید این است که نرم افزار همچنین باید درصد Infill را که شما مشخص کرده اید ، حفظ کند . به همین دلیل ، بسیاری از کاربران بعد از افزایش عرض اکستروژن ، درصد خود را Infill افزایش می دهند.
مقالات دیگر درباره ی عیب یابی قطعات پرینت سه بعدی :
اکسترود نشدن ماده در ابتدای پرینت
اکسترود زیاد ماده
اکسترود نشدن ماده در حین پرینت
امیدواریم که این مقاله برای شما مفید بوده باشد.










دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.