اکسترود غیر یکنواخت
مقدمه:
اگر می خواهید کیفیت قطعات پرینت شده سه بعدی خود را بهبود بخشید ، این راهنما گزینه ی مناسبی برای شروع است . در این متن لیست گسترده ای از رایج ترین موضوعات پرینت سه بعدی به همراه تنظیمات نرم افزاری تهیه شده است که می توانید برای حل مشکلات پرینت از آن استفاده کنید . مهمتر از همه ، این راهنما از مجموعه بزرگی از تصاویر در دنیای واقعی استفاده می کند تا در هنگام بررسی قطعات پرینت سه بعدی شخصی خود ، شناسایی هر کدام آسان شود . در این سری مقالات به اکسترود غیر یکنواخت می پردازیم . این مقاله در سایت www.simplify3d.com با عنوان (اکسترود غیر یکنواخت) Inconsistent Extrusion منتشر شده است .
Inconsistent Extrusion:

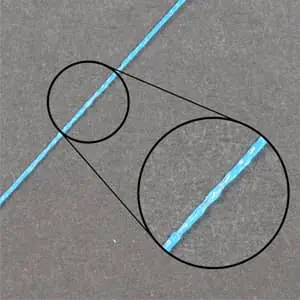
برای اینکه پرینتر شما بتواند قطعاتی با دقت بالا ایجاد کند ، نیاز به اکسترود مقدار بسیار زیاد فیلامنت دارد. اگر این اکستروژن در بخش های مختلف قطعه شما متفاوت باشد ، روی کیفیت پرینت نهایی تأثیر می گذارد. اکسترود غیر یکنواخت معمولاً با تماشای قطعه مشخص شود . به عنوان مثال ، اگر پرینتر در حال پرینت یک خط مستقیم به طول 20 میلی متر است ، اما توجه می کنید که اکستروژن نسبتاً یکنواخت نیست، به احتمال زیاد شما این مسئله را تجربه خواهید کرد . در این مقاله شایع ترین دلایل اکسترود غیر یکنواخت ذکر شده است و توضیح دادیم که چگونه می توان به هر یک از آنها پرداخت.
راه حل های رایج:
1- فیلامنت گیر میکند یا گره میخورد:
اولین چیزی که باید بررسی کنید قرقره فیلامنت است که در پرینترشما تغذیه می شود . شما باید اطمینان حاصل کنید که این قرقره قادر به چرخش آزاد است و فیلامنت به راحتی از روی قرقره جدا نمی شود . اگر فیلامنت درهم پیچیده شود ، یا قرقره مقاومت زیادی در برابر چرخش آزادانه داشته باشد . بر چگونگی یکنواختی فیلامنت به درون نازل به طور مساوی تأثیر می گذارد . اگر فیلامنت شما شامل یک لوله Bowden (یک لوله توخالی کوچک است که فیلامنت از طریق آن عبور می کند) ، شما همچنین باید بررسی کنید تا مطمئن شوید که فیلامنت می تواند بدون مقاومت خیلی زیاد به راحتی از طریق این لوله حرکت کند . اگر در لوله مقاومت زیادی وجود دارد ، بهتر است لوله را تمیز کنید یا مقداری درون لوله را روغن کاری کنید .
2- اکسترودر مسدود شده:
اگر فیلامنت کاملاً متراکم نشده باشد و به راحتی به داخل اکسترودر کشیده شود ، نکته بعدی که باید بررسی شود ، خود نازل است . ممکن است مقداری بقایای کوچک یا فیلامنت خارجی در داخل نازل وجود داشته باشد که از اکستروژن مناسب جلوگیری می کند. یک راه آسان برای بررسی این مسئله ، استفاده از صفحه کنترل دستگاه Simplify3D برای بیرون کش دستی فیلامنت ها از نازل است . مطمئن شوید که فیلامنت به طور مساوی و مداوم اکسترود می شود . در صورت مشاهده مشکلات ، شاید شما نیاز به تمیز کردن نازل داشته باشید . لطفاً در مورد نحوه تمیز کردن صحیح قسمت داخلی نازل ، با سازنده پرینتر مشورت کنید . پرینتر سه بعدی
3- ضخامت لایه بسیار کم است:
اگر فیلامنت به صورت آزاد در حال چرخش است و اکسترودر مسدود نشده است . ممکن است بررسی چند تنظیم در Simplify3D مفید باشد . به عنوان مثال ، اگر می خواهید با ضخامت خیلی کم مانند 0.01 میلی متر پرینت کنید . فضای بسیار کمی برای خروج فیلامنت از نازل وجود دارد . این شکاف در زیر نازل تنها 0.01 میلی متر طول دارد ، به این معنی که فیلامنت ممکن است در هنگام خروج از اکسترودر کار سختی داشته باشد . دوبار بررسی کنید تا مطمئن شوید از یک لایه مناسب برای پرینتر خود استفاده می کنید . می توانید با کلیک بر روی “Edit Process Settings” و انتخاب برگه لایه ، این تنظیمات را مشاهده کنید . اگر در یک لایه بسیار کوچک پرینت می کنید ، سعی کنید مقدار آن را افزایش دهید تا ببینید مشکل از بین رفته است یا خیر.
مقالات دیگر درباره ی عیب یابی قطعات پرینت سه بعدی :
کیفیت پایین سطوح زیر ساپورت
اکسترود غیر یکنواخت
حالت لرزش در قطعه پرینتی (ringing)
امیدواریم که این مقاله برای شما مفید بوده باشد.










دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.